Trong bài trước, chúng ta đã tìm hiểu qua về đặc điểm và các thành phần dinh dưỡng trong đại mạch để phù hợp với công nghệ sản xuất bia. Trong bài này, chúng ta tiếp tục tìm hiểu về quy trình công nghệ nảy mầm đại mạch để tạo thành malt bia – một loại nguyên liệu chính trong công nghệ bia nhé!
Quy trình sản xuất malt bia
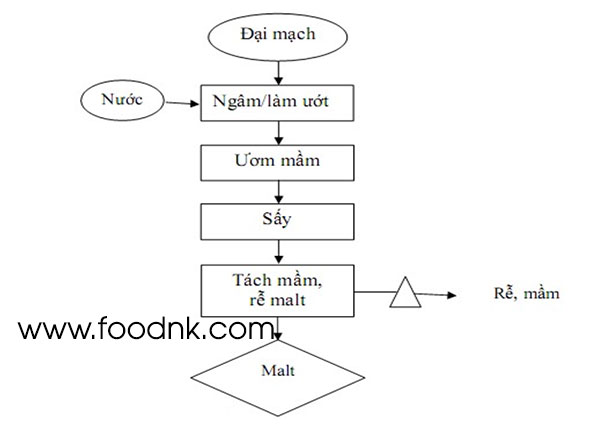
Thuyết minh quy trình
Ngâm đại mạch
Hàm lượng ẩm có sẵn trong hạt khi bảo quản là tối thiểu, chỉ đủ để duy trì sự sống “tĩnh” của phôi mầm, chứ không đủ dể phôi mầm phát triển, vì vậy muốn cho phôi mầm phát triển, hạt nẩy mầm tốt, hạt cần hút thêm một lượng nước tự do từ môi trường. Sự chuyển biến từ hạt đại mạch thành malt là kết quả của những quá trình sinh hóa và các quá trình khác xảy ra trong hạt. Do vậy, ngâm đại mạch là quá trình đầu tiên và rất quan trọng, nó ảnh hưởng trực tiếp đến thời gian ươm mầm, hao phí chất khô trong quá trình sản xuất malt, do đó ảnh hưởng đến chất lượng thành phẩm của malt.
Mục đích của quá trình ngâm: Ngâm hạt đại mạch nhằm cung cấp thêm 1 lượng nước tự do từ môi trường ngoài, tạo điều kiện cho phôi mầm phát triển ở điều kiện nhiệt độ, độ ẩm thuận lợi, các hệ enzime có sẵn trong hạt từ trạng thái “tĩnh” sẽ chuyển dần về trạng thái “động” và bắt đầu tham gia vào quá trình phá vỡ các hợp chất hữu cơ ở dạng đại phân tử (polyme) như tinh bột, pentozan, protein,… tạo ra những chất dinh dưỡng hòa tan để nuôi mầm phát triển.
Các biến đổi trong quá trình ngâm: Lượng nước tự do thẩm tích vào bên trong hạt làm thể tích, khối lượng hạt tăng lên và hạt mềm hơn và dễ thủy phân hơn. Những chất trong hạt sẽ dễ dàng hòa tan để được vận chuyển đến cung cấp cho cơ quan phôi mầm, từ đó phôi mầm sẽ từ từ phát triển. Đồng thời, ở điều kiện nhiệt độ, độ ẩm, pH thuận lợi, các hệ enzim có trong hạt từ trạng thái “tĩnh” sẽ chuyển dần sang trạng thái “động”, và bắt đầu tham gia vào các quá trình phá vỡ các hợp chất hữu cơ. Trừ ở dạng đại phân tử (polyme) như tinh bột, protein, pentozan,… tạo ra những chất hòa tan, để nuôi mầm phát triển.
Các yếu tố ảnh hưởng đến quá trình ngâm:
- Ảnh hưởng nhiệt của nước ngâm: trong một giới hạn nhất định, nếu nhiệt độ nước ngâm càng tăng thì tốc độ hút nước của hạt càng nhanh và ngược lại. Nhiệt độ tối ưu của nước ngâm đại mạch là 10÷12°C, nếu nhiệt độ thấp hơn 10°C thì mầm sẽ phát triển rất yếu, còn nếu nhiệt độ lớn hơn 15°C thì lại làm cho các vi sinh vật gây thối (chủ yếu) phát triển mạnh, đồng thời sự hô hấp của hạt cùng các quá trình sinh-hóa trong hạt tăng nhanh thất thường, do đó làm giảm khả năng nảy mầm của hạt.
- Ảnh hưởng của oxi trong nước ngâm: tùy thuộc vào kích thước hạt và điều kiện thông thoáng nhân tạo đối với nước ngâm mà có ảnh hưởng khác nhau tới thời gian ngâm. Ở giai đoạn đầu của quá trình ngâm trong nước, thì oxy là yếu tố quyết định đến cường độ hô hấp, giúp giải phóng ra năng lượng cần thiết cho sự phát triển của mầm. Do đó việc cung cấp oxy cho nước ngâm càng đầy đủ và đều đặn thì sự hút nước của hạt càng thuận lợi, đồng thời sự phát triển của mầm cũng điều hòa hơn.
- Ảnh hưởng bởi thành phần hóa học và cấu trúc các thành phần đó có trong hạt: bản thân thành phần hóa học của nước ngâm cũng ảnh hưởng trực tiếp đến vận tốc hút nước của hạt. Thực tế cho thấy, sự thay đổi thành phần hóa học cảu hạt đại mạch trong khi ngâm là không đáng kể, một phần nhờ glucid bị tổn thất cho quá trình hô hấp của hạt, một lượng nhỏ khác của của chất bị khuyếch tán vào nước ngâm như đường, chất khoáng, pentozan,…tổng tổn thất này khoảng 1% trọng lượng chất khô. Thông thường nước ngâm có pH nghiêng về acid thì dễ hòa tan các thành phần tanin hoặc chất đắng trong vỏ malt, gây ảnh hưởng xấu đến mùi vị, màu sắc của bia sau này. Để hạn chế điều này đôi khi người ta dùng nước ngâm hơi kiềm. trong hạt đại mạch cũng chứa những chất kìm hãm hệ enzime hô hấp, tức sẽ giảm khả năng hô hấp của hạt và làm yếu quá trình nảy mầm, đó là sắc tố vàng thuộc nhóm acid-flavonic. Do đó muốn tách chúng ra khỏi hạt thường phải thay nước ngâm 5 ÷ 6 lần. Tùy theo từng loại malt mà có mức dộ ngâm khác nhau: đối với malt vàng thường có Wcb = 42 ÷ 44%. Đối với malt bia đen phải đạt Wcb = 45 ÷ 47%.
Phương pháp ngâm: Phương pháp ngâm tưới phun: đây là phương pháp ngâm tiên tiến nhất hiện nay. Bằng phương pháp này ta có thể cung cấp liên tục, đầu đủ và đều lượng oxy cần thiết cho hạt. Thực chất của phương pháp này là: hạt trước khi ngâm được rửa sơ bộ ở những thùng riêng, sau đó được đỏ xuống màng lưới chuyển động thành từng lớp dày, màng lưới này liên tục đi qua những vòi phun nước kiểu hoa sen, hạt được tưới liên tục bởi những luồng nước rất mịn và bão hòa oxy giống như sương, cứ như vậy liên tục cho đến khi đạt độ ẩm cần thiết. Bằng phương pháp này, nếu ngâm ở 10÷12°C thì chỉ mất 48h, đồng thời mầm phát triển nhanh và mạnh, sau khi ngâm khoảng 70% hạt đã nứt mầm, malt thu được có chứa nhiều chất có N hòa tan, đồng thời độ hoạt động của amylase và protease rất mạnh.
Ươm mầm
Khi hạt đại mạch qua quá trình ngâm đã đạt đến độ ẩm cân bằng cần thiết cho sự lên mầm sẽ có những chuyển biến lý-hóa, sinh-hóa. Khi đó nếu các điều kiện về độ ẩm, nhiệt độ, oxy đầy đủ và thích hợp thì phôi mầm sẽ phát triển nhanh. Có thể nói giai đoạn ươm mầm là quá trình quan trọng nhất để biến đổi hạt đại mạch thành malt bia.

Ươm mầm đại mạch trong công nghệ sản xuất bia nhằm mục đích: Tạo và duy trì điều kiện thuận lợi để hệ enzyme thủy phân tăng trưởng về khối lượng và cường lực xúc tác. Giải phóng chúng khỏi trạng thái liên kết tạo điều kiện để chúng phân cắt một lượng đáng kể các chất cao phân tử thành các sản phẩm phân tử thấp. Đồng thời phá vỡ thành tế bào làm cho hạt “mềm” ra, tạo nên nhiều sự biến đổi cơ lý, hòa lý, hóa học trong thành phần hạt đại mạch.
Trong thời gian ươm mầm, hạt đại mạch sẽ trải qua những biến đổi sau:
- Biến đổi sinh lý: sự phát triển của phôi mầm liên quan đến sự hô hấp và quá trình tổng hợp nên những chất mới.
- Biến đổi sinh hóa: những phản ứng thủy phân các chất dự trữ trong nội nhũ liên quan đến các enzyme.
- Biến đổi hóa học: là tác dụng tương hổ giữa những sản phẩm sau thủy phân chất dự trữ cùng những hợp chất hòa tan của hạt, từ đó hình thành nên hương vị của hạt malt bia.
- Biến đổi vật lý: là sự vận chuyển qua lại của các chất hòa tan (dinh dưỡng) giữa nội nhũ và phôi mầm.
Những yếu tố ảnh hưởng tới quá trình ươm mầm:
- Trong thời gian ươm mầm cần có sự kiểm soát chặt chẽ các yếu tố kỹ thuật của môi trường, đặc biệt là oxy, nhiệt độ, độ ẩm nhằm khống chế được sự phát triển tối thiểu của mầm rễ và mầm lá, đồng thời lại phải hoạt hóa tối đa các hệ enzyme và tổng hợp các enzyme mới. Chúng tác động mạnh đến các biến đổi sinh hóa trong nội nhũ, như vậy sẽ thu được malt có độ phân giải cao, rất có lợi cho các công nghệ tiếp theo.
- Nhiệt độ và thời gian ươm mầm: nhiệt độ đóng một vai trò đặc biệt quan trọng, ảnh hưởng trực tiếp đến những biến động enzyme trong quá trình ươm mầm trong thời gian hạt nảy mầm, nhiệt độ trong khối có xu hướng tăng dần do sự thải nhiệt trong quá trình hô hấp. Trong một giới hạn nhất định sự gia tăng nhiệt độ sẽ thúc đẩy hô hấp, cường độ hoạt động của các hệ thống enzyme. Từ đó tạo điều kiện cho phôi mầm phát triển mạnh, đồng thời giảm nhanh hàm lượng chất khô trong hạt. Trong trường hợp nhiệt độ tăng quá giới hạn cần thiết sẽ ảnh hưởng xấu đến hiệu suất chất hòa tan và chất lượng malt. Nhiệt độ cực đại đối với sản xuất malt vàng là 18÷20°C, với malt đen là 22÷25°C. Thời gian ươm mầm phụ thuộc vào nhiệt độ ươm mầm. Đồng thời phụ thuộc vào những đặc trưng kỷ thuật của giống đại mạch. Bình thường chu kỳ ươm mầm của malt bia vàng 6÷8 ngày, của malt bia đen là 7÷9 ngày. Sau khi ươm mầm xong phải đạt được 75% số lượng hạt.
- Malt vàng có chiều dài rễ < 1,5 chiều dài hạt, chiều dài mầm lá < 3⁄4 chiều dài hạt.
- Malt đen thì chiều dài rễ < 2 lần chiều dài hạt và chiều dài mầm lá ≤ 1 lần chiều dài hạt. Trong quá trình ươm mầm chất khô của hạt bị tiêu hao khoảng 10÷20%, trong đó 6÷7% cho sự hô hấp và 5% cho việc tạo rể và mầm lá.
Các hệ enzyme trong hạt sau giai đoạn ươm mầm:
- Hệ enzyme oxy hóa – khử: tham gia xúc tác quá trình hô hấp của hạt đại mạch gồm có các enzyme như oxydase; peroxydase; catalase; sacarase và maltase. Khi hô hấp, nhờ oxy không khí và tác dụng xúc tác của oxydase sẽ tạo thành nước và khí CO2. Peroxydase sẽ tạo thành với CO2 một phức chất, giúp quá trình phá vỡ CO2, từ đó giải phóng O2. Nhờ hoạt tính của hệ enzyme oxy hóa mà sự hô hấp của hạt cũng tăng nhanh. Cường độ này phụ thuộc chủ yếu vào nhiệt độ và hàm lượng của oxy trong môi trường nước ngâm.
- Hệ thống enzyme sitase: sự hoạt động của hệ thống enzyme này có một ý nghĩa nhất định trong quá trình ươm mầm. Chúng là tập hợp của cenllulase, hemicenllulase và β-glucozidase. Với sự hoạt động của enzyme cenllulase, chúng sẽ tấn công vào những tế bào cenllulose nằm trong màng ngăn giữa nội nhũ và vỏ trấu để tạo ra những sản phẩm đồng dạng với destrin. Độ hoạt động của enzyme này tăng từ từ cho tới ngày thứ 7 với pH tối ưu là 5 và nhiệt độ tối ưu là 40°C. Với sự hoạt động của enzyme hemicenllulase chúng tấn công vào những tế bào hemicenllose nằm trong vỏ quả, từ đó tạo thêm những sản phẩm monosacaride như glucose hoặc pentose trong hạt malt. Thường hoạt tính của enzyme này tăng mạnh ở ngày thứ 5÷7 với điều kiện pHop = 4,1 và t0op= 40÷50°C: enzyme β-glucozidase thường có sẵn trong lớp màng alorong của hạt đại mạch. Khi nó được haọt hóa, sẽ tấn công vào các hợp chất dạng gôm ở màng alorong, tạo ra sản phẩm hecxose và pentose với điều kiện pHop = 4,4 và t0op= 37÷40°C. Tổng hoạt động của hệ thống enzyme sitase trong quá trình ươm mầm là làm thay đổi cấu trúc giữa lớp vỏ ngăn cách giữ vỏ trấu và nội nhũ.
- Hệ enzyme amylase: hệ enzyme này gồm có α-amylase, β-amylase và amilophostase, phần lớn chúng tập trung ở phôi mầm và một ít phân bố ở nội nhũ hoặc trong màng ngăn giữa vỏ trấu và nội nhũ. Hoạt tính của α-amylase bắt đầu tăng mạnh giai đoạn đầu của quá trình ươm mầm, đặc biệt mạnh sau ngày thứ 3÷4. Thời gian để hoạt động của enzyme này đạt cực đại phụ thuộc vào nhiệt độ. Cơ chất mà nó tác động lên là tinh bột và destrin, từ đó tạo ra sản phẩm maltose và destrin tận cùng trong hạt malt. Enzyme này hoạt động tốt ở điều kiện pHop = 5,8 và t0op= 72÷76°C. Enzyme β-amylase, thường tồn tại trong hạt đại mạch chín ở dạng liên kết cũng như dạng tự do. Trong quá trình ươm mầm, hoạt tính sẽ tăng dần đều trong 7÷8 ngày, riêng hoạt tính của Enzyme β-amylase tự do tăng 3÷4 lần. Với với sự tham gia của enzyme này, tinh bộ hạt đại mạch sẽ bị cắt thành đường maltose và destrin, với pHop = 5,5÷5,8 và t0op=55÷60°C. Enzyme amilophostase không có trong hạt đại mạch chín. Nhưng enzyme này được hình thành sau ngày thứ 2 của quá trình ươm mầm, sau 8 ngày sẽ đạt cực đại. Enzyme này sau khi sẽ được hoạt hóa tăng lên khoảng 150÷200 lần. Cơ chất tác dụng của nó là tinh bột đại mạch giải phóng ra đường maltose cùng với acid phosphoric trong hạt malt.
- Hệ enzyme protease: trong hạt đại mạch, toàn bộ hệ thống enzyme này ở trạng thái liên két, hầu như không hoạt động. Song, khi chuyển sang giai đoạn ươm mầm thì hoạt tính chung của hệ enzyme protease đã tăng nhanh, và thường đạt cực đại sau ngày thứ năm của quá trình ươm mầm. Sự tăng của ưnzyme này phụ thuộc vào giống đại mạch và điều kiệ ươm mầm. Điều kiện tối ưu của enzym này là pHop = 7,3÷8,0 và t0op = 45÷50°C. Như vậy, các điều kiện về nhiệt độ và pH trong thời gian ươm mầm không thuận lợi cho hệ enzyme này nối chung.
Phương pháp ươm mầm: Hiện nay, trên thế giới có nhiều phương án ươm mầm theo phương pháp thông gió, tùy thuộc vào điều kiện mỗi nơi mà chọn lựa phương án lựa chọn khác nhau như: ươm mầm thông gió trong hộp ươm mầm thông gió trong thùng quay ươm mầm thông gió liên tục.
Về nguyên tắc: ươm mầm theo phương pháp thông gió: ươm mầm thông gió được tiến hành bằng cách thổi luồng khí đã được điều hòa (t0, W) trực tiếp vào lớp hạt. Không khí sau khi qua bộ phận điều hòa sẽ được làm sạch bụi, vi sinh vật, hạ nhiệt độ thấp hơn so với nhiệt độ trong lớp malt từ 2÷3°C và độ ẩm bão hòa hơi nước đạt đến 98÷100%. Nhờ không khí được thổi qua lớp malt từ dưới lên trên tuần hoàn, liên tục, mà malt bia được ươm trong điều kiện O2, t0, và W thích hợp nhất, kết quả là malt luôn có chất lượng ổn định và ta có thể kiểm soát được các yêu cầu chất lượng của malt.
Sấy malt bia
Sấy malt tươi là giai đoạn cuối cùng của malt hóa đại mạch, đây là quá trình công nghệ cần thiết nhằm thu nhận được malt thành phẩm có đầy đủ tính chất và tiêu chuẩn về chất lượng. Sấy malt tươi nhằm mục đích: malt tươi luôn có một lượng ẩm khá lớn (W = 40%), trong khi phải chấm dứt sớm sự phát triển của hạt malt (sự phát triển của chồi và rễ) để hạn chế tối đa tổn thất chất khô của hạt, giúp cho việc bảo quản và vận chuyển đi xa không làm giảm xút chất lượng malt, do đó phải tiến hành sấy malt tươi. Tuy nhiên để vệc sấy malt tươi đạt hiệu quả tốt nhất cần phải nhận rõ mục đích phải đạt đến là:
- Tách triệt để độ ẩm tự do trong hạt malt.
- Bảo toàn được hoạt tính của enzyme.
- Thông qua chế độ sấy khác nhau, ta thu được những loại malt có yêu cầu chất lượng khác nhau để đáp ứng cho việc sản xuất ra các loại bia có chất lượng khác nhau.
- Diễn ra một loạt các quá trình tạo thành hương, vị và tăng cường độ màu của sản phẩm. Quan trọng nhất trong sấy malt là tạo melenoidin – một hỗn hợp bao gồm nhiều hợp chất, là yếu tố quan trọng chi phối chất lượng bia vàng và là nhân tố quyết định về hương vị, màu sắc, khả năng tạo và bọt bia đen.

Các giai đoạn trong quá trình sấy malt tươi:
Giai đoạn sinh lý: ở giai đoạn này nhiệt độ sấy sẽ tăng dần lên 45°C, hàm lượng nước trong hạt sẽ hạ dần về khoảng 30%. Điều kiện độ ẩm và nhiệt độ như vậy sẽ rất phù hợp cho sự phát triển về sinh lý của hạt mầm, đồng thời một số enzyme thủy phân cũng bắt đầu hoạt hóa trở lại, tác động đến nội nhũ làm cho mầm tăng thêm một ít đường và acid amin.
Giai đoạn sinh hóa: giai đoạn này nhiệt sấy malt tăng dần từ 45-70°C. Các biến đổi sinh lý bắt đầu dừng lại, các enzyme thủy phân vẫn tiếp tục hoạt động song yếu dần, đặc biệt là đối với malt vàng vì lúc này độ ẩm trong malt đã hạ về khoảng 10%. Tuy nhiên đối với malt đen thì độ ẩm ở giai đoạn này chỉ mới hạ về khoảng 20÷30%, cùng với nhiệt độ 45÷70°C rất thích hợp cho các enzyme thủy phân hoạt động tốt. Do vậy, sự phân hủy nội chất của malt đen thường sâu xa và dẫn đến hàm lượng đường và acid amin cao hơn trong malt vàng.
Giai đoạn hóa học: giai đoạn này, nhiệt độ tăng dần lên khoảng 75÷105°C. Khi nhiệt độ >70°C, các quá trình tác động của enzyme bị hấp phụ bởi các chất keo của hạt malt, chúng chuyển dần về dạng liên kết với các phân tử khác của hạt malt, trở về trạng thái “nghỉ tĩnh”. Một số enzyme kém chịu nhiệt sẽ bị biến tính như: pectindase, sitase, phytase,… Do tăng dần nhiệt lên cao, hàm lượng nước trong malt sẽ giảm về tối thiểu, khi đó trong hạt malt sẽ xảy ra các biến đổi hoá học chủ yếu là tạo nên các hợp chất màu, mùi thơm và vị đặc trưng cho malt bia. Phản ứng hóa học đặc trưng là phản ứng tạo thành các sản phẩm melanoidin. Vai trò của các hợp chất melanoidin trong công nghệ sản xuất bia là rất lớn: chúng tạo cho bia có màu và mùi thơm đặc biệt, do khả năng hoạt động bề mặt mạnh nên chúng là những chất có khả năng tạo bọt tốt. Chúng còn đóng vai trò bảo vệ các chất keo, ngăn cản sự kết tủa của các chất keo không bền vững (như protein). Ngoài ra chúng còn khả năng khử mạnh, làm tăng tính chất bền vững của bia, chống lại hiện tượng đục bia do oxy hóa. Vì lượng melanoidin trong bia đen nhiều hơn do vậy tính chất này được thể hiện trong bia đen rõ hơn trong bia vàng.
Trong thành phần hóa học của rễ malt chứa nhiều hợp chất thuộc nhóm acid alkaloid. Nếu những hợp chất này tồn tại trong bia sẽ gây nên những vị đắng rất khó chịu. Mặt khác, một số thành phần hóa học trong rễ malt là nguyên nhân gây nên nhiều rượu bật cao trong quá trình lên men bia, đồng thời loại bỏ sự hút ẩm (rễ, mầm), ngăn ngừa sự hút ẩm trở lại sau khi sấy.
Quá trình tách mầm được tiến hành ngay sau khi malt vừa ra khỏi lò sấy. Lúc này mầm và rễ ở trạng thái khô, dòn, rất dễ gãy nếu để nguội mầm và rễ sẽ hút ẩm, trở nên dai khó tách khỏi hạt malt…
Bảo quản malt
Malt khô sau khi sấy tách mầm, rễ cần được bảo quản tồn trữ ở nhiệt độ thấp (≤20°C), thoáng và không khí khô. Thời gian bảo quản tối thiểu là 4 tuần và tối đa là 2 năm. Phải theo dõi thường xuyên nhiệt độ và không khí trong kho để theo dõi biến đổi chất lượng malt trong thời gian bảo quản.
Chỉ tiêu đánh giá chất lượng malt bia khô
Tỉ lệ thu hồi malt khô: 100kg đại mạch có w = 15% sẽ sản xuất được 75÷78kg malt khô có w = 2÷4%
Kiểm tra cảm quan:
- Màu: malt vàng có màu vàng rơm, malt đen có màu sẫm hơn, vỏ malt phải óng ánh, kích thước và hình dáng phải giống như hạt đại mạch khô.
- Mùi và vị: phải đặc trưng cho từng loại malt, không có mùi lạ, nếu có mùi chua hoặc mốc chứng tỏ malt còn ẩm.
- Về độ sạch: không lẫn tạp chất, hạt không bị vỡ (lượng hạt vỡ tối đa là 15%), lượng hạt bệnh tối đa là 1%, lượng hạt không nảy mầm tối đa là 5%.
Chỉ số cơ học:
- Đối với malt rất nhẹ: 480÷500g/l + Loại nhẹ: 500÷530g/l;
- Trung bình: 530÷560g/l;
- Loại nặng ≥ 560g/l;
- Trọng lượng tuyệt đối malt là từ 28÷38g/1000 hạt.
Thành phần hóa học:
- Độ ẩm malt (vừa sấy xong) < 4,5% và trong bảo quản tốt cho phép w<7%;
- Thời gian đường hóa của malt vàng là 10÷20 phút ở 70°C, malt đen là 20÷30 phút ở 70°C;
- Chất hòa tan trung bình là 65÷82% chất khô;
- Hàm lượng maltose của malt vàng là 70% chất hòa tan, malt đen 59÷65% chất hòa tan;
- Độ axit: pH đường hóa từ 5,5÷6,5.
- Những thành phần chính của malt khô (% chất khô):
- Tinh bột: 58%;
- Pentose hòa tan 1%;
- Hexozan và pentozan không tan: 9,0%;
- Xenlulose: 6,0%;
- Sacarose : 5%;
- Đường khử: 4,0%;
- Protein(n*6,25): 10,0%;
- Protein hòa tan: 3,0%
- Chất béo: 2,5%;
- Chất tro: 2.5%
FOODNK
{kind=link}